Precautions in The Processing Of Titanium Alloy Workpiece
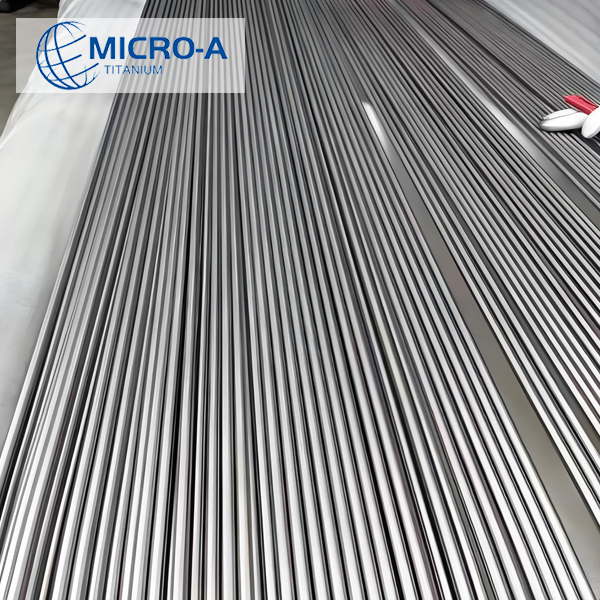
The cutting process of titanium alloy is strong cutting, so the machine tool spindle has large driving force and strong cutting function. In the aerospace industry, the processing of titanium alloy parts is mainly in the milling of the cavity. In order to facilitate chip removal, cooling and lubrication devices should be managed. In order to facilitate chip removal, cooling and lubrication devices should be managed so that large amounts of high-pressure cooling lubricant can be sprayed directly. A knife. In this way, on the one hand, the tool can be cooled, and on the other hand, the chips can be rushed out of the processing area in time to prevent the chips from being cut multiple times, thereby shortening the tool life. And scratch the finished surface. In order to make the machine tool with high-power cutting function, titanium workpiece manufacturers have designed the product structure and coordinate axis structure, and are equipped with powerful cutting and swinging units, with excellent rigidity to install the tool spindle, so the machine tool is in a vertical, horizontal and spatial state. The same cutting force can be generated at any Angle.
Titanium alloys are characterized by high strength and poor thermal conductivity. In order to achieve the same cutting efficiency as processing aluminum, it is necessary to increase the cutting parameters as much as possible, that is, to increase the amount of gold and the depth of cutting, resulting in an increase in the cutting force, which may lead to static deviation between the workpiece. And tools, which can cause parts to be damaged. The shape accuracy decreases or the machining process is unstable, which also accelerates the wear of the tool. Therefore, the machine tools used for titanium alloy processing must have high power and have static and dynamic characteristics (high static and dynamic stiffness); It also needs to be equipped with the corresponding high-pressure cooling and lubrication equipment for low-speed, high-torque processing. Clean chips in a timely manner to reduce tool wear and reduce heat generated during processing. In order to improve the rigidity of machine tools, some machine tool manufacturers use welded steel structures in box structures or closed frames. The high-power feed motor drive of the feed shaft and the high-stiffness gackless guide system can be fixed in the machining position to further increase the rigidity of the machine. In addition, the entire system, including the connecting rod section of the spindle tool and the tool holder, must be improved. Stiffness during machining.
In addition to static stiffness, the dynamic characteristics of the machine tool also play a decisive role in the effective processing of titanium alloys. The stability of the control process is a huge challenge. If the rigidity of the machine is low and the damping characteristics are poor, self-excited vibration may be generated due to the high cutting force during the cutting process, the speed is low and the excitation frequency is close to the natural frequency of the machine. By itself, resulting in tremors during processing. In addition to affecting the surface quality of the workpiece (with vibration lines), this vibration can also damage machine structures, tools and tools. Tool wear increases or even breaks. The stability of the machining process depends mainly on parameters such as the spindle speed and the selected depth of cut. The user should understand the performance of the machine and the maximum cutting depth that can be achieved. It can also actively place the anti-vibration pad on the machine tool and pre-place parameters in the machine tool control device to avoid the limited range of cutting depth. Vibration measures can further improve the shock resistance of the machine.